

こんにちは!
みなさんは電動ドライバーを使ったネジ締め作業時に
トゲ(バリ)や 割れなどの失敗経験はありませんか?
今回はそんな失敗を減らせる
皿取り加工や下穴用加工のやり方と
下穴用ドリル刃の選び方を紹介します♪
DIYのネジ締め 失敗例と成功例
【失敗例】皿加工をしないと…トゲ(バリ)が出やすい💦

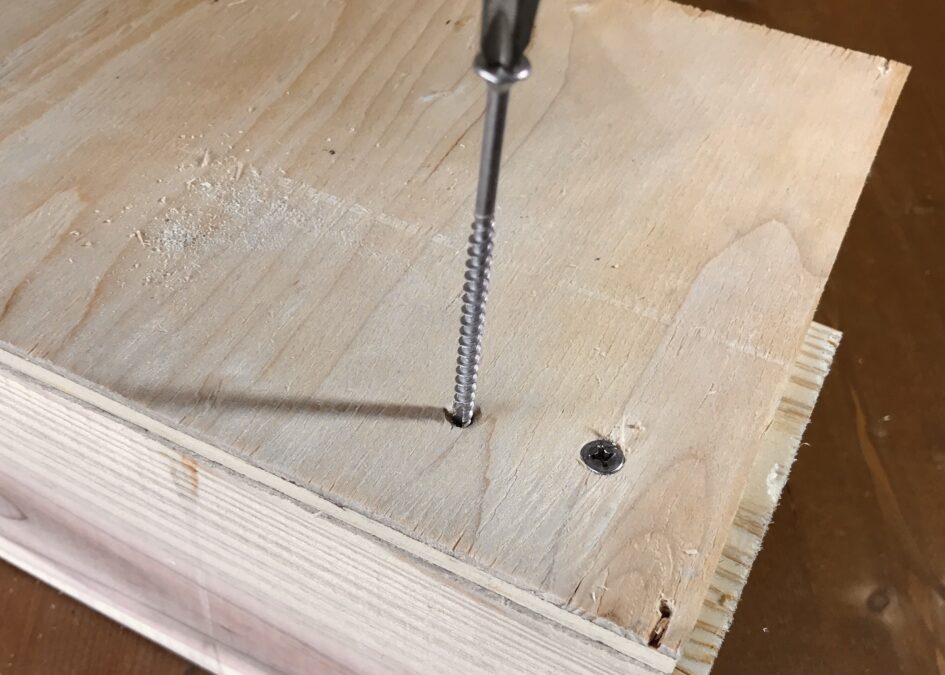
木の板に 何も加工せずに ビスを締めてみます

締め終わりましたが…ネジ頭の周りにトゲ(バリ)が出てしまっています💦
見た目もイマイチですが、触れるとケガの元にもなってしまいますね😔

手に触れる場所や見える所はキレイ締めたいですね…
【成功例】皿加工をすると…

今度は皿加工ができるビットを使ってみます!このビットは左側で皿加工ができ、右側でネジ締めができます♪

ドリル刃のように ビットを回転させながら板に押し当てて、表面を削り皿加工をします

皿加工が完成するとこんな感じです!やりすぎると板にめりこんでしまうので注意です💦
皿加工が済んだ所に ネジを締めてみます!

左側が皿加工をした方です!キレイにネジ締めができました♪

ちょっとの手間でキレイな仕上がりになりますよ!
【失敗例】木の端に ネジを締めると 割れやすい💦

角材の端の近くにビスを締めてみます…
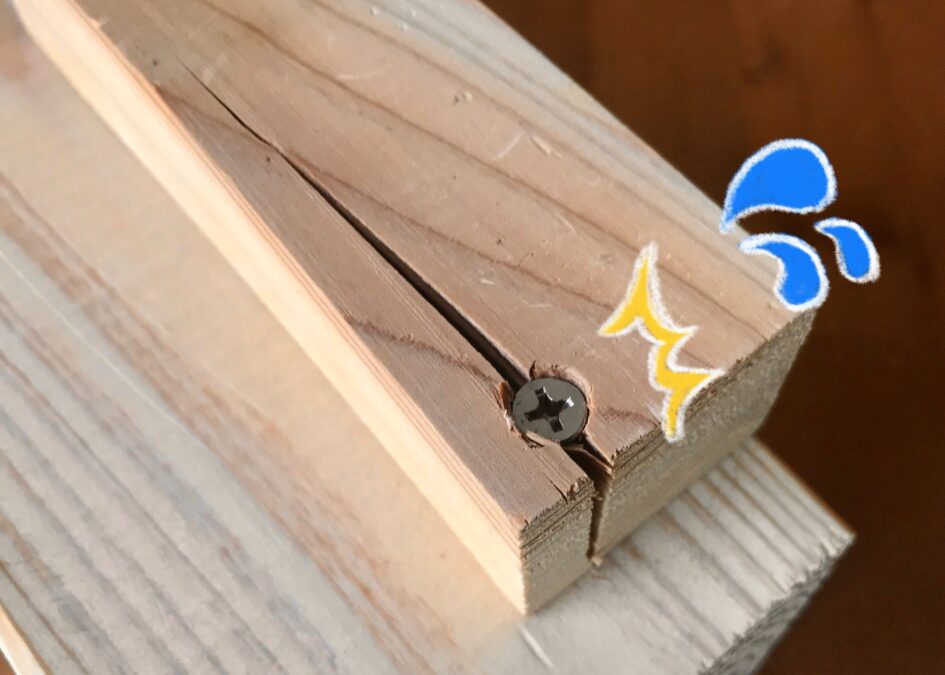
バキッ!木材が割れてしまいました💦う〜ん失敗😢
【成功例】下穴で 木割れを 防げる!

左が皿取り機能を追加した木工ドリル刃と、右が通常の木工ドリル刃です、どちらも下穴加工ができます!
僕はいろいろなビット試しましたが…左側の皿取り&ドリル刃がオススメです♪

電動ドライバーを使って下穴を開けるとこんな感じ!左側はすり鉢状の皿取り加工も同時にできました♪

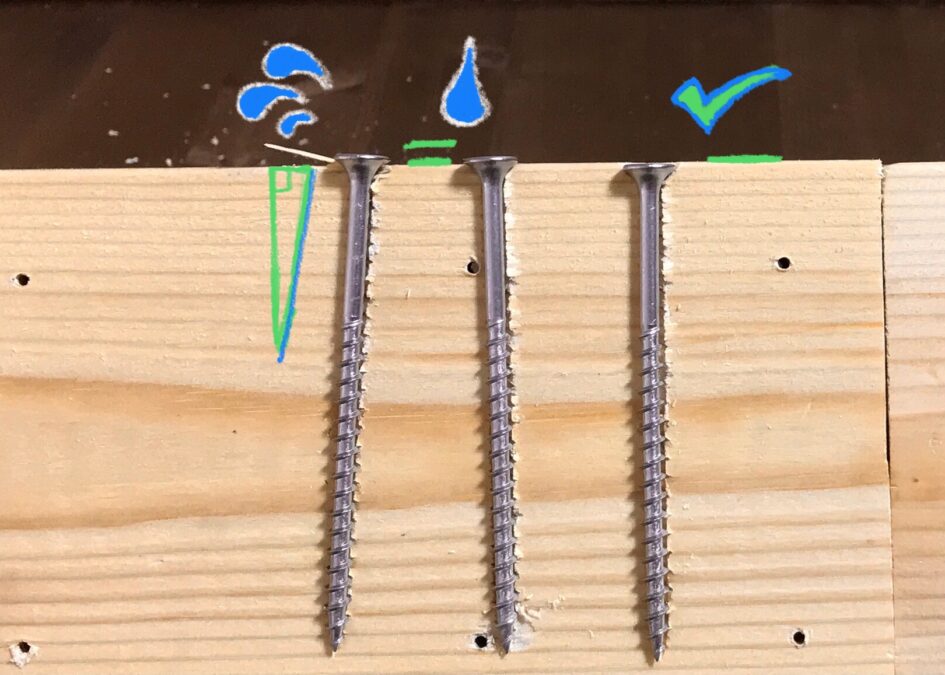
開けた下穴にビスを締めてみると こんな感じになります!
左のように皿取り加工もすると とてもキレイに仕上がりました♪
右のように下穴だけは、めり込みの割れが出たものの、木割れは起きませんでした♪
見える場所の下穴は皿取り加工までしたいですね♪
※超硬皿取りキリの事は別記事で詳しく紹介します

下穴直径の決め方は…
下穴直径の決め方は、ビスの太さの60〜70%くらいがベストと言われます(木材の硬さによっても変わります)

硬い木材の場合は下穴を数%ちょっと大きめに開けると良いです
なぜ約70%なのか?
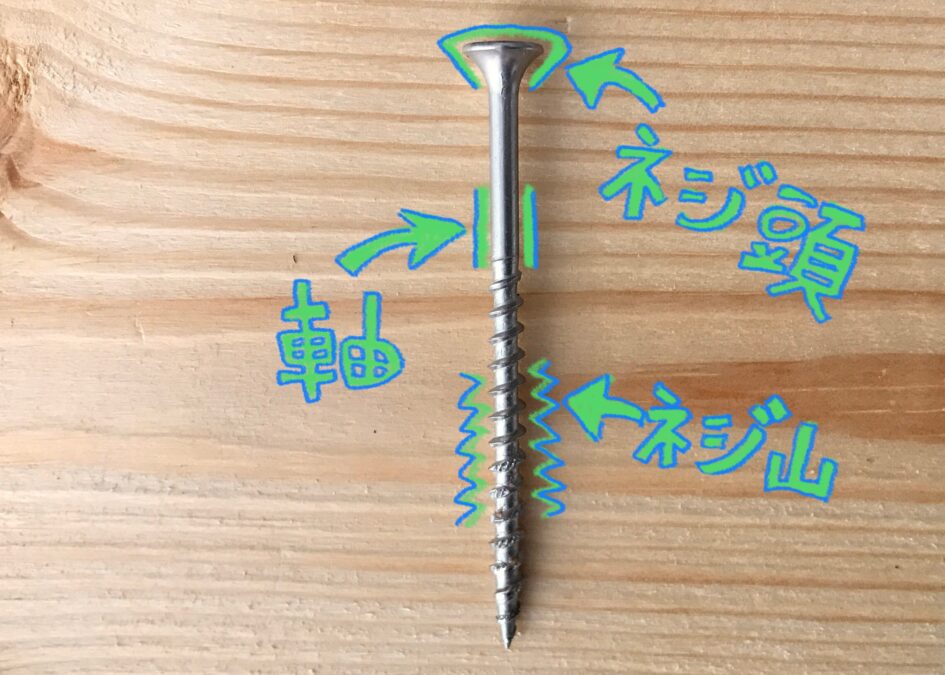
ネジを見てみると、ネジ頭・軸・ネジ山で構成されています
ネジは、ネジ山の摩擦で軸が抜けないようにして、ネジ頭で留める側を押えつける構造です
※本当はちょっと違うのですが…解り易くするため便宜上💦

軸が木材を押し分けてしまうのが木割れの主要因なので、軸が収まる穴を掘る事で木割れを予防する事ができるのです!
そして、色々なビスの 山と軸太さの関係を平均すると約70%が丁度良いサイズなのです♪
本記事のビス直径は4.2mmでしたので 4.2×0.7=2.94 → 約3mmなので 3mmのドリル刃を選びました♪
まとめ
今回は、木ネジ締め作業時の よくある失敗例と
皿取り加工と下穴加工をする事で、失敗を減らせる例を紹介しました
加工はちょっと面倒そうですが…仕上がりに差が出ますので
省かないでやって頂きたいですオススメの作業です!
この記事が みなさんのDIYの成功に役に立てれば嬉しいです♪